![[REFRESH] The Three Types of Antioxidants Explained](https://welltchemicals.com/wp-content/uploads/2025/09/0.webp)
Updated June 2026 · Reviewed by the Nanjing Wellt Chemicals technical team
Antioxidants for plastics are additives that interrupt oxidation so polymers do not turn brittle, yellow, or weak. Understanding the right antioxidants for plastics is not about memorizing a catalog of trade names – it’s about knowing three roles. Every additive in this polymer-additive category falls into one of three camps: Free radical scavenging, hydroperoxide decomposing, or a combination of the two in a synergistic system. Master that and you can pick the right one (a hindered phenol, a phosphite, or a ready blend) without it being guesswork.
In a nutshell: You’ve primary antioxidants (hindered phenols for stable radical scavenging), secondary antioxidants (phosphites and thioethers for melting melt-processing hydroperoxides), and synergistic systems ( blends of the two-often with a 1:2 ratio of phenol to phosphite-that protects the polymer at each stage).
Quick Specs: Antioxidant Types at a Glance
| Primary (hindered phenols) | Radical scavenger; long-term heat aging; e.g. Irganox 1010, 1076 |
| Secondary (phosphites) | Hydroperoxide decomposer; processing/melt protection; e.g. Irgafos 168 |
| Secondary (thioesters) | Hydroperoxide decomposer; long-term high-temp; e.g. DLTDP, DSTDP |
| Synergist blend | Primary + secondary; ~1:2 phenol:phosphite; e.g. Irganox B215 |
| Typical loading | 0.05–0.2% (500–2,000 ppm) for most polyolefins |
Plastic Oxidation and the Job of Antioxidants

Polyolefins such as polypropylene (PP) and polyethylene (PE) have many benefits: they’re relatively cheap, low in density, and quite tough. Their greatest disadvantage, however, is the presence of a backbone consisting only of carbon and hydrogen atoms, which readily react with the environment-particularly oxygen. Heat and mechanical shear at temperatures typical of extrusion, for example, cause hydrogen to dissociate, generating free radicals. As these free radicals grab onto nearby oxygen molecules, they form peroxy radicals that proceed to pull the hydrogen atoms out of adjacent polymer chains. Peroxy radicals ultimately form hydroperoxides, which then repeat the process by dissociating themselves to form yet more free radicals and oxygen molecules. This self-reinforcing, chain-reacting cycle is known as autoxidation. Because autoxidation is exponentially more active at higher temperatures, it will cleave polymer chains, lowering molecular weight, increasing melt flow, and eventually leading to discoloration, loss of tensile strength and elongation, and brittleness.
Antioxidants are what stop these autoxidation reactions. In the most general sense, antioxidants are plastics additives-or stabilizers-added in trace amounts to prevent polymers from degrading and losing their functionality when exposed to oxygen. Antioxidants protect plastic from polymer oxidation that continues even after synthesis and beyond melting when the polymer parts are used in an application. These effects – the loss of the physical properties of the material – occurs long before there are any observable physical changes to the part itself. Material degradation runs via thermal oxidation; According to ScienceDirect, a widely cited survey in which the journal’s editors provided a summary of material additive functionality in various plastics, stabilizers are needed because degradation is occurring from the moment the virgin resin is melted. It’s thus critical for the antioxidant material additive in plastic to handle the harsh conditions the plastic has to endure for only a few minutes during the melt processing step as well as for many years during its final application. No one antioxidant molecule can handle both stages equally well – that’s where the different types of antioxidants come in to play. At Wellt, we treat this as one rule: antioxidants for polymers are stabilizers to protect polymers, added because the oxidation of polymers — a free-radical chain reaction that starts at polymerization and runs faster thermally — quietly erodes mechanical properties and end-use value long before the part looks damaged.
From a stabilization perspective, the polymer needs protection in three actions: a radical scavenger (type one) traps loose radicals, a decomposer (type two) deactivates the fuel that would form new free radicals, and the combo (synergist systems) handles both at once. From these three actions, all decisions will follow.
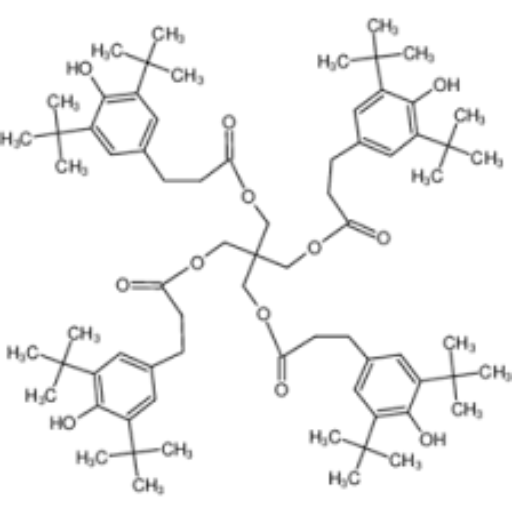
Type 1: Primary Antioxidants (Hindered Phenols)

Primary antioxidants are the radical scavengers, also called chain-breaking antioxidants. The dominant chemistry here’s the sterically hindered phenol, a molecule whose bulky tert-butyl substituents shield a very reactive hydroxyl group. That hydroxyl donates a hydrogen atom to a peroxy radical, turning an aggressive free radical into a stable molecule and breaking one propagation step. That steric bulk is what makes the difference: it slows the phenol’s own oxidation, so the molecule survives long enough to keep donating hydrogen atoms for years. That’s why hindered phenols are the basis of long-term thermal stability. Pick the wrong primary and a part can fail years early, because once the phenol is consumed the chain reaction runs unchecked — keeping residual phenol above roughly 0.05% is what prevents it.
What is a hindered phenol antioxidant?
A hindered phenol antioxidant is an antioxidant containing one or more phenolic groups, but where there’s bulk substituted onto the ortho positions to the hydroxyl(s) so the antioxidant is a very effective, tenacious hydrogen-atom donor. In practice, the two workhorses are Irganox 1010, a high-molecular-weight hindered phenol, and the lower-molecular-weight Irganox 1076.
The trade-off is simple: Irganox 1010’s high molecular weight keeps it low in volatility and resistant to loss during hot processing, but it migrates less readily into thin films, whereas Irganox 1076 disperses and migrates more easily.
One myth worth retiring is that high molecular weight means an additive never leave the part. A peer-reviewed study of 20 antioxidants in plastic food-contact materials (PMC, 2024) found Irganox 1010 to be the antioxidant with the largest amount of migration across the fat-simulant tests (0.29 mg/kg, followed by Irganox 1076, and Irgafos 168). High MW does minimize the volatization and so does reduce but not eliminate migration into fatty food simulants – and there’s a regulatory threshold for this migration that buyers need to consider. Smaller phenols such as butylated hydroxytoluene (BHT) work for less extreme applications but evaporate too fast in longer service life ones. Another drawback with phenols: they’re used for fighting heat/oxidative breakdown not UV radiation, which needs light stabilizers for its task. Amines (another family of primary antioxidants) do also combat heat/oxidation but cause yellowing/staining and are mainly used for tough jobs and rubber.
“On the plant floor, the phenol is your insurance policy for the next ten years, not for the next ten minutes. People who blame yellowing on ‘not enough phenol’ are usually short on phosphite during processing.”
Type 2: Secondary Antioxidants (Phosphites and Thioesters)
![[REFRESH] Irgafos 168: Uses, Benefits & Specifications](https://welltchemicals.com/wp-content/uploads/2024/01/0-1.webp)

Secondary antioxidants work the other way around: instead of catching radicals, they remove the hydroperoxides those radicals leave behind, decomposing them into stable products before they can split into two brand-new radicals. As BASF describes the chemistry, this class, the phosphites and thioesters, reacts with hydroperoxides to yield non-radical products. There are two sub-families, and confusing them is a common selection error. Get the secondary wrong and the part yellows during high-temperature extrusion — an expensive problem Wellt sees most often in automotive and packaging compounds that run above 250°C.
| Property | Phosphites (e.g. Irgafos 168) | Thioesters (e.g. DLTDP, DSTDP) |
|---|---|---|
| Primary job | Processing / melt protection | Long-term heat aging |
| Stops | Discoloration during extrusion | Slow oxidation in service at high temp |
| Weakness | Hydrolysis in humid storage | Odor; not for food-contact clear film |
| Best paired with | A hindered phenol | A hindered phenol |
Source: division of labor per BASF and 3V Sigma technical descriptions; hydrolysis behaviour per Manchester Metropolitan University research (see References).
What does a phosphite antioxidant do during extrusion?
During extrusion the phosphite antioxidant, Irgafos 168, does most of the “fighting on the front line”-it decomposes the hydroperoxides that are formed under heat and shear-the process that gives the melt flow its stability and prevents the yellowing that can so mar bright and white parts.
The caveat, of course, is that storage of the phosphite matters. Because they can hydrolyze in moist conditions (research from Manchester Metropolitan University on phosphite hydrolysis shows that synergistic blends and hydrolysis-resistant grades exist precisely because raw phosphite can break down in storage), they should be kept sealed and dry or a hydrolysis-stabilized grade should be selected. For performance that requires longevity at elevated temperatures, sulfur-ester (thioester) antioxidants such as DLTDP and DSTDP take over where phosphites drop off. A related helper class are metal deactivators, used to complex catalytic metal ions (copper and so on) that are common in wire and cable formulations.
Type 3: Synergistic Systems (Blends and Co-Stabilization)

Third are deliberately combined systems, combinations of the first two. In practice, these are what most plants purchase. Because a primary phenol and a secondary phosphite protect at different stages in the polymer’s life (first under heat and shear during processing, then under more gradual degradation during service, you benefit from a system that cover both worlds. Synergistic benefits have been documented: in field tests, stabilization packages of hindred phenol/phosphite synergism boosted the OIT (oxidation induction time) of polyolefin pipes by more than 40%, over and above the performance of the component systems applied alone. That’s the practical definition of 1+1>2 in antioxidant systems.
| Primary (radical scavenger) | Best secondary partner | Ready blend example |
|---|---|---|
| Irganox 1010 (high-MW phenol) | Irgafos 168 (phosphite) | Irganox B215 (1:2 phenol:phosphite) |
| Irganox 1076 (film-grade phenol) | Irgafos 168 (phosphite) | Irganox B225-type blend |
| Hindered phenol | DLTDP / DSTDP (thioester) | Phenol + thioester for high-temp service |
By far the most popular ready-to-use antioxidant system is Irganox B215, a 1:2 blend of Irganox 1010 and Irgafos 168. As the manufacturers of these composite antioxidant blends, our best advice is that, if you don’t have compounding reason to add the two components separately, work from one of our preblended synergist systems; they remove weighing errors, guarantee fixed ratios, and disperse as one pellet. Only a very specific application may justify a departure from the standard 1:2. Dosing discipline is the catch: too little secondary and you risk processing color loss; push past about 0.3% and additives can leach or bloom — the trade-off Wellt balances when blending a composite package.
Choosing the Right Antioxidant Type by Polymer and Application

Choosing the right antioxidant type comes down to matching two variables: your processing temperature and your required service life. For most polyolefins, start with a phenol-plus-phosphite blend at 0.05–0.2%; add a thioester for high-heat service, and a metal deactivator for wire and cable. Selection comes down to two questions: what processing temperature are you operating at, and for how long must your part survive? The Polymer-to-Antioxidant Type Selector below — our 10-Resin Antioxidant Map — suggests starter packages. Loadings are generalizations for industry practices and should serve as starting points; they’ll vary with the precise grade of the polymer and will depend on process and end-part geometry.
| Resin / application | Recommended type | Typical loading |
|---|---|---|
| Polypropylene (PP), general | Phenol + phosphite blend (B215-type) | 0.05–0.15% |
| Polyethylene (PE) film | Film-grade phenol (1076) + phosphite | 0.05–0.10% |
| Automotive PP under-hood | Phenol + thioester (high-temp) | 0.10–0.30% |
| Wire & cable PE | Phenol + phosphite + metal deactivator | 0.10–0.20% |
| Recycled polyolefin | Higher-dose synergist blend | 0.15–0.30% |
| ABS / impact styrenics | Phenol + phosphite blend | 0.10–0.30% |
| Nylon (PA), heat-stabilized | Hindered phenol + phosphite (+ metal deactivator) | 0.10–0.50% |
| PET fiber / packaging | Phosphite-rich blend (color hold) | 0.05–0.20% |
| HDPE pressure pipe | Phenol + phosphite + thioester (long-term) | 0.10–0.30% |
| Polystyrene / HIPS | Hindered phenol | 0.05–0.15% |
Working Example: Suppose you need to compound 1,000 kg of PP for general-purpose molding and you elect to use a type B215 synergistic antioxidant package at a total additive concentration of 0.1%. This would equal 1,000 kg * 0.001 = 1 kg of the blend per batch. This 1 kg of blend would yield approximately 0.033% Irganox 1010 and 0.067% Irgafos 168 in the blend in 1:2 ratio. If the part requires heat stability in service, say an under-hood automotive clip, you may increase this to between 0.2% and 0.3%, substituting part of the phosphite for a thioester to improve the heat stability. Antioxidants are usually introduced as an antioxidant masterbatch or as part of a plastic-antioxidant package so the small dose disperses evenly in the resin.
As a family of antioxidants, plastics additives provide thermal protection from heat in multiple areas. Those same antioxidant additives used in building and packaging products also stabilize organic substrates such as plastics used in medical devices, synthetic fibers, polyurethane foams, and building and construction profiles. Phosphites are most effective on processing stability, helping processors process and protect polymers such as polyethylene and PP plastic, while phenols protect the finished plastic products for the duration of the plastics lifetime. Some plastic additives can migrate (bloom) when excessively used (overdosed), so the objective is lowest usage that protects the part from oxidation from high temperatures- most plastic parts require very small quantities of antioxidants in percentages far less than 1%.

If PP fiber or tape is involved, stay below ~0.1% of overall antioxidant usage and use phosphites; adding too much of a phenol type antioxidant can cause pinking/coloring when plastic is exposed to high amounts of combustion gases, especially in applications where the product is to be stored and can be exposed to gases produced from combustion of natural gas, etc. You can test the oxidation performance of various Antioxidants in our lab against ASTM D3895 using the DSC method for a quick read.
Common Selection Mistakes (From the Field)

Three main causes of issues and or complaints with antioxidant are: 1- over-use, 2- phosphites left optional,and 3- hydrolysis of phosphites.
- Excessive loading levels- the higher amount of antioxidant added to the plastic doesn’t give proportional benefit in higher performance levels, and may result in blooming which will give a dull appearance to the part and may cause plates in molds and equipment used to process the part.
- Treating secondary antioxidant(phosphites) as optional- Many processors feel that phosphites don’t need to be used in their compound to reduce costs, and the overall protection the plastic parts are required, are placed on only one of the antioxidants, for protection of their product during process, color loss can be severe during extrusion if a phosphite Antioxidants is left out, since they act as processing aids that protect the color and clarity of products during extrusion processes.
- Storage and handling of phosphites, Many compounds contain open containers of phosphites in their inventory and this is a direct cause for hydrolysis of the phosphite when exposed to humidity, use a sealed and dry storage,or purchased a grade that’s resistant to hydrolysis.
In an example scenario, a plastics recycler re-extruded scrap PP in two steps resulting in increased melt flow and grey colored parts; after adding a ~0.2% addition of synergized antioxidants mix, the recycled product was restored to original melt flow rate and mechanical property specifications. This is a routine fix on production recycling lines running PP regrind at around 230°C. Repeated heat history like this drives the additive loss and migration documented across plastic additives.
Regulatory and Recycling Outlook: What’s Changing

Biggest changes in the plastics industry – Not new chemistries, But, Regulations, Sustainability and Circularity: These factors are leading to more use of recyclate materials, and therefore impacting the types of additives that plastics processors can select for their product. Food-contact materials produced in the US should be formulated using grades cleared under 21 CFR 178.2010, the FDA list of antioxidants and stabilizers for polymers, with the EU equivalent under Regulation 10/2011. While common Antioxidants like Irganox 1010 and Irgafos 168 are listed on these databases, the regulation requires compliance with migration limits- thus the previous migration data is key when selecting an Antioxidants and for 2026.
Recycling driver is a better choice. When plastic is mechanically recycled, it isn’t free of the existing antioxidant, but will consume it: every processing pass imposes added thermal history that burns through some stabilizer. As PLASTICS notes on recycled food packaging, standard mechanical recycling leaves the existing antioxidants in place rather than restoring them, so recyclers must add fresh stabilizer to rebuild melt stability. A 2026 OECD report on chemical content validation of recycled plastics points the same way, tying EU EN 15343 traceability to food-contact recycled content. If you’re planning a 2026 project with recycled content, remember to build into your cost a higher-dose synergist package and double-check regional food-contact compliance before finalizing the formula. (The range of plastic antioxidant market size forecasts for 2025 from different research sources varies enormously, between roughly $2.6 billion and $5.9 billion, so treat these headline figures as context, not fact for planning purposes.)
The risk here is concrete and expensive: specify a non-compliant grade and a 2026 food-contact project can fail migration testing late in qualification — a costly mistake. Because mechanical recycling adds repeated high-temperature heat history, recyclers must re-stabilize against thermal and oxidative degradation caused by heat; Wellt formulates recycled-grade packages for packaging and building, automotive, and medical applications that must pass 21 CFR 178.2010 and EU EN 15343. As this class of antioxidants — additives in the plastics industry used across a growing range of applications — shifts toward recyclate, the products that are manufactured with verified, compliant antioxidant systems to process and protect the resin are the ones that clear audits.
Frequently Asked Questions
Q: What are the three types of antioxidants for plastics?
View Answer
Q: What is the difference between primary and secondary antioxidants?
View Answer
Q: Which antioxidant prevents oxidative degradation of plastic during processing?
View Answer
Q: How much antioxidant do you add to plastic?
View Answer
Q: Can you use too much antioxidant?
View Answer
Q: Are antioxidants for plastics food-safe?
View Answer
Get the Right Antioxidant Package for Your Resin
We manufacture hindered phenols, phosphites, thioesters, and ready to use synergist blends for use in PP, PE, and engineering plastics. Just let’s know your polymer, process, and service conditions and we’ll propose a starter package for you.
About This Analysis
This guide to the three types of antioxidants for plastics was compiled by Nanjing Wellt Chemicals, a manufacturer of plastic antioxidants and polymer stabilizers. The selection bands and the 1:2 Irganox B215 ratio reflect our production experience across hindered phenol, phosphite ester, and sulfur-ester product lines; the regulatory and migration figures are drawn from the public sources listed below. Reviewed by the Nanjing Wellt Chemicals technical team.
References & Sources
- 21 CFR 178.2010, Antioxidants and/or stabilizers for polymersU.S. FDA / Electronic Code of Federal Regulations
- Migration and Safety Assessment of 20 Antioxidants in Plastic Food-Contact MaterialsPMC / U.S. National Library of Medicine
- Inhibition of Phosphite Antioxidant Hydrolysis via Synergistic BlendsManchester Metropolitan University
- An overview of chemical additives present in plasticsHahladakis et al., ScienceDirect
- Antioxidants, Antistatics, and Plasticizers Additives for PolymersPMC / U.S. National Library of Medicine
- Chemical Content Validation of Recycled Plastics (2026)OECD
- Plastic Recycling and the Future of Food Packaging RegulationsPLASTICS Industry Association